
176-2111-1109

-
捷斯克(Jabsco)柴油發(fā)電機(jī)泵用葉輪
-
強(qiáng)森(Johnson)發(fā)電機(jī)海水泵葉輪
-
威德士(VERUS)柴油發(fā)電機(jī)泵用葉輪
-
日本洋馬(YANMAR)發(fā)電機(jī)海水泵葉輪
-
日本歐能(Onan)發(fā)電機(jī)海水泵葉輪
-
獅龍(SHERWOOD)發(fā)電機(jī)配件
-
法國(guó)雷諾(RENAULT)柴油發(fā)電機(jī)葉輪
-
沃爾沃(VOLVO)發(fā)電機(jī)冷卻泵葉輪
-
ANCOR IMPELLER
-
CEF IMPELLER
-
依維柯(AIFO IVECO)發(fā)電機(jī)葉輪
-
美國(guó)奧伯道夫(OBERDORFER)發(fā)電機(jī)葉輪
-
科勒(KOHLER)發(fā)電機(jī)水泵葉輪
-
帕金斯(PERKINS)發(fā)電機(jī)葉輪
-
韋斯特爾(WESTERBEKE)發(fā)電機(jī)葉輪
-
美國(guó)CAT卡特彼勒/CATERPILLA發(fā)動(dòng)機(jī)及發(fā)電機(jī)橡膠葉
-
日機(jī)裝發(fā)電機(jī)/NIKKISO橡膠葉輪
-
韓國(guó)斗山大宇(DOOSAN)發(fā)電機(jī)葉輪
-
韓國(guó)JMP泵用葉輪/JMP PUMP
-
韓國(guó)DJ泵用葉輪/DJ PUMP
-
康明斯水泵葉輪
-
奧蘭康明斯柴油機(jī)葉輪05411519的詳細(xì)產(chǎn)品
-
奧蘭康明斯CUMMINS海水泵葉輪0541-1519的詳細(xì)
-
韓國(guó)DJ泵用葉輪/DJ PUMP的詳細(xì)產(chǎn)品價(jià)格、產(chǎn)
-
韓國(guó)JMP葉輪型號(hào)全系列: 6000;7000;700
-
韓國(guó)斗山大宇DOOSAN柴油發(fā)電機(jī)及發(fā)動(dòng)機(jī)橡
-
日機(jī)裝發(fā)電機(jī)/NIKKISO橡膠葉輪詳細(xì)產(chǎn)品價(jià)
-
美國(guó)CAT卡特彼勒/CATERPILLA發(fā)動(dòng)機(jī)及發(fā)電機(jī)
-
韋斯特爾WESTERBEKE水泵葉輪34440的詳細(xì)產(chǎn)品
-
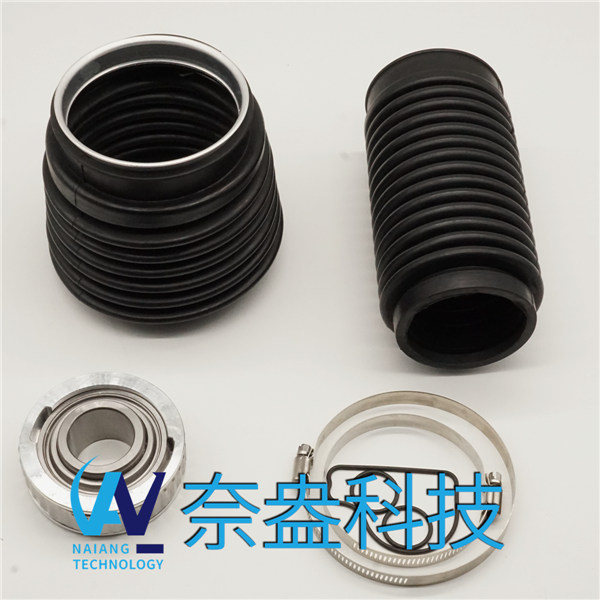
沃爾沃VOLVO 875814-6; 875697; 845796; 844683; 84
-
珀金斯PERKINS,PERKINS發(fā)電機(jī)橡膠葉輪的詳
-
科勒(KOHLER)發(fā)電機(jī)水泵葉輪的詳細(xì)產(chǎn)品價(jià)
-
詳細(xì)說明 CEF 500135 葉輪 ; ANCOR 50035 水泵葉
-
依維柯 IVECO AIFO 海水泵葉輪828MTEA的詳細(xì)產(chǎn)
-
CEF柔性泵用橡膠葉輪 CEF Impeller 500216 Siz
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500145
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500135
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500101
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500206
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500114
-
捷斯克泵用橡膠葉輪 JABSCO Impeller 500106
安裝使用
柔性葉輪泵飲料能用塑料袋密封嗎?

1、主要工藝流程:施工準(zhǔn)備、鍍鋅鋼帶加工、螺旋柔性葉輪泵 制造橢圓法蘭下料、法蘭焊接、打眼沖孔橢圓柔性葉輪泵 液壓成型、柳法蘭、翻邊、柔性葉輪泵 加固2、板材加工:應(yīng)用特地的機(jī)械設(shè)備將整卷的鍍鋅鋼板加工成寬度約15cm的鍍鋅鋼帶。
3、螺旋圓柔性葉輪泵 制造:用1602管道成型機(jī)經(jīng)過微電腦控制制造成不同直徑的螺旋圓形柔性葉輪泵 ,柔性葉輪泵 可裁切成恣意長(zhǎng)度,裁切下線后的柔性葉輪泵 接頭收口處及時(shí)電焊固定。
4、橢圓形角鋼法蘭是由兩個(gè)半圓形法蘭與矩形法蘭對(duì)焊加工制成,法蘭螺栓孔采用機(jī)械沖孔;法蘭的尺寸、孔距戰(zhàn)爭(zhēng)整度滿足標(biāo)準(zhǔn)請(qǐng)求。
5、橢圓形柔性葉輪泵 是由不同直徑的螺旋圓形柔性葉輪泵 經(jīng)專用液壓成型機(jī)經(jīng)過不同磨具液壓拉伸而成,拉伸定型后的柔性葉輪泵 應(yīng)與加工好的橢圓形法蘭相匹配。
6、法蘭與柔性葉輪泵 柳接應(yīng)結(jié)實(shí),無脫柳和漏柳;柔性葉輪泵 的翻邊應(yīng)平整,緊貼法蘭、寬度平均,翻遍高度不小于6cm7、柔性葉輪泵 加固:橢圓形柔性葉輪泵 一版采用內(nèi)支撐加固的方式,支撐件排列劃一,間距應(yīng)平均對(duì)稱,并應(yīng)在支撐件兩端的柔性葉輪泵 受力面處設(shè)置專用墊圈。
8、柔性葉輪泵 三采用在施工現(xiàn)場(chǎng)運(yùn)用等離子切割機(jī)再主管上啟齒。運(yùn)用鞍形接頭與主管相柳接,并在接頭內(nèi)測(cè)處涂刷密封膠;鞍形接頭的制形成本低于三的制形成本,并消弭了柔性葉輪泵 和三間的銜接,以及銜接的密封,使柔性葉輪泵 堅(jiān)持有較大的連續(xù)長(zhǎng)度,減少了泄露環(huán)節(jié)。
9、系統(tǒng)緊密性監(jiān)測(cè):橢圓形柔性葉輪泵 一版應(yīng)用在低壓送、回風(fēng)系統(tǒng)中,在加工工藝得到保證的條件下,一版采用漏光法檢測(cè),漏光檢測(cè)以總管和干管為主,漏光點(diǎn)數(shù)量應(yīng)小于標(biāo)準(zhǔn)定制,并及時(shí)做好密封處置。
上海奈盎智能科技有限公司 2024 版權(quán)所有
地址:上海市寶山區(qū)園康路255號(hào)1號(hào)樓A區(qū)三層 移動(dòng)電話:17621111109固定電話:021-64546711
XML HTML ICP備案號(hào): 滬ICP備17046114號(hào)-5